
Artan kâr
 Chemoplast NV örneğini kullanarak ısıtma teknolojisinin yenilenmesi
Chemoplast NV örneğini kullanarak ısıtma teknolojisinin yenilenmesi
AB ve Almanya'nın aşağıdaki hususları yerine getirmesi muhtemeldir Kyoto hedefleri Tüm üreticiler düzenli olarak enerji maliyetlerine baksa ve bunları sınıflandırabilse. Kuşkusuz bunu büyükler yapıyor, orta ölçekli şirketler daha az yapıyor. Örnek: Belçika'da iş yapan bir Alman girişimci geçenlerde şaşkınlıkla başını salladı. Köln'deki evinin tadilatının sonuçları, muhtemelen yıllardır Limburg, Flanders'de dağıttığı şeylere gözlerini açmıştı.

Resim 1: Yaklaşık 400 kW buhar jeneratörü ve 1,4 MW kazanı olan büyük boy eski sistem. Sağda, Chemoplast'ın sahibi Werner Sauer.
Yoğuşma verimliliğini vaat eden ve satan herkes bunu garanti de etmelidir. Başka bir deyişle, hidrolikler baca gazının gizli ısısını gerçekten yoğuşturacak şekilde hassas bir şekilde ayarlanmalıdır. Sistem üreticisi kalorifik değerden yoğuşma değerine geçerek genellikle büyük şebeke hatalarını ortadan kaldırır, ancak genellikle akıllı hidrolik bağlantıların nasıl yapılacağını bilmez. Sonuç olarak, değerli potansiyel genellikle fark edilmeden ve kullanılmadan kalır.
Her şey mevcut durumu analiz etmekle başlar
Bu nedenle deneyimli şirketler ve planlamacılar, kapsamlı kompleksler için belgelerde yazılı olanlara güvenmezler. Ölçüm cihazlarını bağlar ve basınç ve akış hızını kontrol ederler. Mevcut sistemleri yenilerken, geçmişteki hataları yenilemeye taşımak istemiyorlarsa, bu veri toplama işlemi olmadan yapamazlar. Geçmişteki hatalar genellikle büyük boyutlu borular, pompalar ve bağlantı parçalarından oluşur. Bunlar, kontrol teknolojisindeki zayıflıkları kilovat saat başına birkaç feniklik bir maliyetle telafi ediyordu - şirket ne kadar enerji yoğun olursa olsun.
Girişimci Werner Sauer de deterjan şirketindeki enerji üretim sistemlerinin verimliliği üzerinde yıllarca fazla düşünmemişti. Her ne kadar deterjanları Viyana'nın tüm banliyö trenlerini, Trans-Sibirya güzergahındaki Siemens trenlerini ve otomotiv endüstrisinin her renk değişiminden sonra iyice durulanması gereken boyama robotlarını temizlese de, Belçika'nın Limburg bölgesindeki Houthalen'de bulunan Chemoplast NV'nin sahibi "havayı temiz tutma konusunda o kadar istekli değildik" diye itiraf ediyor.

Şekil 2: Eski ısı dağılımı
Teknik bina ekipmanları da dahil olmak üzere fabrikanın geçmişi 1960'lara dayanıyor. Rhinelander, özel evini yeniledikten sonra komple bir enerji yenilemesine ihtiyaç duyduğunu fark etti. 1920'lerde Ren Nehri üzerindeki "Bastei" ve 1950'lerde opera binası ile katedral kentinin panoramasını zenginleştiren Bauhaus tarzı geleneğindeki "Neues Bauen "in temsilcisi Kölnlü mimar Wilhelm Riphahn, konut binası olarak bir tür konut kulesi tasarlamıştı: Kısmen yuvarlatılmış tek camlı pencereler, ancak sonsuz masrafla yalıtım camı ile değiştirilebilir, nispeten ince derili dış cephe için kalın anıt koruması ve sıcaklık sağlamak için yüksek sıcaklık radyatörleri ile.
Gizli maliyet sürücüsü
Ev sahibinin arkadaşı, danışmanı ve "rendeMIX" mikserlerinin geliştiricisi Hans-Georg Baunach, bir noktada yüksek sıcaklık devresini banyolardan ve bu arada yerden ısıtma ile donatılmış diğer alanlardan kesti. Baunach'ın çok yollu karıştırıcıları Riphahn tasarımındaki hidroliği optimize etti. İlk soğuk kışların ardından bilanço, dönüşümün doğal gaz faturasını belirgin bir şekilde azalttığını gösterdiğinde, bu tasarruflar Werner Sauer'e Belçika'daki fabrikadaki eksikliklerini hatırlattı. Orada her ay işletme maliyetleri karşısında başını sallamış ama bunları olağan kabul etmişti. Çok sayıda pozisyona sahip bir üretim tesisinde bu maliyetler fark edilebilir bir maliyet faktörü değildi. Ne ısı ne de sıcak su sıkıntısı vardı. Neden teknolojiyi sorgulayalım ki?

Şekil 3: Üretimdeki karıştırma tanklarını gerektiği gibi ısıtmak için yenilenmiş fuel oil yakıtlı buhar jeneratörü (sürekli akış prensibi), 1 bar 157 kg/saat buhar üretimi
Ancak Köln'deki yenilenmiş evinde, Houthalen'de muhtemelen yıldan yıla verdiği şeyi keşfetti. Elbette Flandre'daki mevcut durumu analiz ederken tipik eski bina sorunu ortaya çıktı. Belgeler, kesin rakamlar ve bağlantı şemaları eksikti. "Çıktısını ancak sonradan araştırdığımız yağ yakıtlı bir kazanla karşı karşıyaydık. Güç plakası parçalanmıştı. Daha sonra 1,4 megawatt olduğu ortaya çıktı. Ayrıca belgelerde yağ yakıtlı buhar jeneratörü hakkında hiçbir şey bulamadık. Biraz yeniden hesaplama ve düşünmeden sonra tahminen 400 kW'lık bir güç sağladığı ortaya çıktı. Üretim için sıcak su gereksinimi hakkında söylenen tek şey 'En az 80°C'lik büyük miktarlara ihtiyacımız var' idi. Bunun gerçekte ne anlama geldiği belirsiz kaldı," diye hatırlıyor fabrika sahibi.
Çalışma saatleri ve darbe sayacı

Şekil 4: Cebri havalandırmalı çalışma alanında sıcak hava yerine sıcak suyla ısıtılan radyant tavan panelleri
"Elbette tüm bunlar enerjinin çok ucuz olduğu bir dönemden geliyor. Özellikle de kalorifer yakıtı. Belçika bir petrol ülkesi. Hollanda doğal gazı akmıyor, sadece sınırdan geçiyor. Başka bir deyişle, ucuz petrol arzını göz önünde bulundurarak, bireysel tüketicileri tahmin etmek için çok az şey yaptık. Hiçbir yerde sayaç yoktu." Köln'deki yenilemenin ardından Ekim 2007'de Hans-Georg Baunach'tan Limburg'a gelmesini istediğinde, Baunach'ın önerdiği ilk şey buhar jeneratörü ve kazana çalışma saatleri ve darbe sayaçları takmak oldu. Buhar jeneratörü bir yandan üretimdeki çift cidarlı fıçıları çalışma sıcaklığında tutarken, diğer yandan sıcak su hazırlama için ani su ısıtıcısını besliyordu. Bu sıcak suyun da, planlanmamış zamanlarda karıştırma tanklarındaki kimyasallara ve tozlara kendiliğinden 300 ila 700 litre yüksek sıcaklıkta su eklemek için oldukça yüksek bir sıcaklıkta sürekli olarak mevcut olması gerekiyordu.
Isıtmalı üretim alanı 6.000 m'yi kapsamaktadır2Bazıları patlamaya karşı koruma nedenleriyle cebri havalandırmalıdır. Tehlikeli alanlara yalnızca patlamaya dayanıklı cihazlar monte edilebilir. Isıtma tarafında, sıcak hava üfleyiciler şimdi olduğu gibi o zaman da bir seçenekti. Su/hava ısı eşanjörleri eski kazan tarafından besleniyordu ve yeni yağ kazanı tarafından, kazan dairesinden nominal 100 çapında çıkan ve çeşitli binalara dağılan tek bir akış ve dönüş hattı üzerinden beslenmektedir.
Brülör çalışma süresi tek bir dakika
"Bir yandan, ölçümler kazanın iki ısıtma dönemi boyunca hiçbir zaman 50% kullanım değerine bile ulaşmadığını, buhar kazanının ise yakıtının büyük bir kısmıyla sadece bekleme kayıplarını karşıladığını gösterdi. Öte yandan, çalışanlardan gelen şikayetlerden de anlaşılacağı üzere, bu çalışma alanlarının cereyanlı kısımlarını eskiden olduğu gibi temperlenmiş hava ile ısıtmanın hiçbir anlamı yoktu. Havalandırma ısıyı hemen uzaklaştırıyordu. Kalıcı havalandırma, detaylı bir hesaplama yapmamıza gerek kalmadan muazzam bir miktara mal olmak zorundaydı. Bu nedenle havalandırma yerine, bazı iş istasyonlarının doğrudan üzerine radyan tavan panelleri yerleştirdik. Artık kritik bölgeleri radyasyon kullanarak ısıtıyoruz. Bu paneller aynı zamanda yağ kazanının ortak akışından da besleniyor." diyor Hans-Georg Baunach ve enerjiyle ilgili daha önceki günahlardan birini ve çözümünü anlatıyor.

Şekil 5: 700 kW çıkışlı yağ yoğuşmalı kazandan (Viessmann Vitoplex) 85 °C'ye kadar akış sıcaklığı
Asıl analize, çalışma saatlerine ve çevrim sayısına geri dönersek: eski kazanın (daha sonra 1,4 MW olduğu ortaya çıktı) aşırı büyüklüğü hayal gücünün ötesindeydi. Kışın ortasında bile uzun aralar veriyordu ve çalıştığında da bunu bir ila en fazla on dakika arasında yapıyordu. Buna rağmen, iş istasyonlarındaki personel kelimenin tam anlamıyla sıcak hava yağmuruna tutuluyordu.
Verimsiz yağ ısıtma sistemi yerine, 700 kW'lık bir yağ yoğuşmalı sistem (Viessmann) artık ısıtma suyu tüketicilerini beslemektedir. Kısmi yükte bile verimli çalışmayı sağlamak için iki kademeli bir Weishaupt brülörü ile donatılmıştır.
Acil durum sargısı olarak kaynak dikişi
Gereksiz kayıplar daha küçük şebeke bölümlerinden de kaynaklanıyordu. Örneğin, yüz metre ötedeki laboratuvarda ara sıra kullanılan lavabonun sıcak su musluğuna giden sirkülasyon 24 saat boyunca etrafa sıcak su pompaladı ve devasa eski bir dökme demir kazan şeklindeki düşük basınçlı buhar jeneratörü çoğu zaman işe yaramaz bir şekilde buhar altında durdu, sadece herhangi bir zamanda ara sıra ihtiyaç duyulan ısıyı sağlayabildi. Ta ki sonunda çatlaklar göstermeye başlayana kadar. Kendi boyutunun yarısından daha küçük bir ünite ile değiştirilmeden önce kaynak dikişi şeklinde acil bir bandajla birkaç hafta hizmette kalmak zorunda kaldı.
Kısaca diğer önlemler: Belçika'daki Zonhoven'dan tesis kurucusu Karremans NV uzaktaki laboratuvara giden boruyu kesti ve lavabonun altına ayrı bir elektrikli ani su ısıtıcısı cıvataladı. Fabrikaya sıcak su sağlamak için, şu anda sadece 20 kW (Vaillant) civarında olan ayrı bir yağ yoğuşmalı kazan ile nispeten mütevazı bir ceket ısıtmalı 1.000 litrelik silindir kurdu.

Şekil 6: "rendeMIX" istasyonu. İşlev için "Isıtma şeması" kutusuna bakın
Üretim günde sadece iki kez yapıldığından, 20 kW'ın silindiri şarj etmek için dört saati vardır. Aynı zamanda, yıl boyunca sıcak su ısıtması için sağlanacak kazan çıkışı orijinalinin bir kısmına düşürülür.
Isıtma şeması
Şema, ısıtma sisteminin fan devresi ve radyatör devresi ile devresini açıklamaktadır. İki kademeli Weishaupt brülörlü Viessmann Vitoplex 200 yağ yoğuşmalı kazan (700 kW) öncelikle en az 45 °C'lik hava kontrollü akış sıcaklığını 85 °C'ye kadar korumalıdır. °Sıcak hava ısıtması (LU) için C. Tasarım 85/45'lik bir dağılıma dayanmaktadır °C. Aslında, yanıt oranının civarında olması muhtemeldir °C. Kazan, bir kalorifik değer kazanı ve bir aşağı akış gizli ısı eşanjöründen oluşur. Akışı, bir NW 100 borusu ile doğrudan (brülör kontrollü) ana devreye hizmet eder.
RendeMIX devresinin felsefesi yüksek sıcaklık gradyanları oluşturmaktır. Geçmişteki hatalardan biri, soğuk ve sıcak dönüşleri birleştirmek ve düşünceye göre bunları kazana birlikte geri döndürmekti: Boruları yeterince yalıtırsanız, ısı kaybı olmaz, dolayısıyla kazanın çok fazla itmesi gerekmez. Bu sınırlı bir ölçüde doğrudur, ancak sıcaklık farklarının olmaması nedeniyle, daha sıcak bir ortamdan kalan ısıyı daha soğuk bir ortamın yardımıyla geri kazanmak ve böylece yalnızca karışık sıcaklıkla eşit ısı elde etmek ne yazık ki artık mümkün değildir. Sadece yoğuşmalı kazan teknolojisi ve yoğuşmanın yanı sıra farklı sıcaklık seviyelerinin kabul edilmesinden bu yana, ısıtma teknolojisi geri dönen enerjiyi tek bir kapta toplamamış, farklı anerji ve ekserji kaplarına ayırmıştır.
Vana tarafında, bunun için en şık anahtar muhtemelen "rendeMIX" yöntemidir. Anahtarlama şemasının radyatör devresinde (tekerlek), 7. noktadaki iki karıştırma dağıtıcısı 250 3×2 VL 5, fan dönüş suyunu 45 oC'ye ayarlayın ve 35°C'lik radyatör dönüş akışını 2. nokta üzerinden RL2 gizli ısı eşanjörüne gönderin. 60°C'lik akış °C 45-grid fan dönüşünden gelen "rendeMIX" ile 85-grid akışını (nokta 1 üzerinden) karıştırın.
Gizli ısı eşanjörü (RL2'nin arkasında) kondenser kazançlarını RL1 dönüş hattına iter. Resim bunu doğrudan göstermiyor, ancak hidrolik şu şekilde görünüyor: RL2 dönüş akışı, gizli ısı eşanjörü üzerinden RL1 dönüş akışına ve ardından yağ kazanı üzerinden 85 °C akış sıcaklığına geri akar. °C yükseltilecek.
RL2 ile karıştırılmadan önce, RL1'in sıcaklığı 45 ila 50 oC, sıcak hava fanlarının dönüş termostatlarının (RTB valfi) ayarına göre. Ana metinde de belirtildiği gibi, RTB vanası fandan gelen dönüş akışını 45 ila 50 °C'nin üzerinde kilitler. Fark basıncında ortaya çıkan artış, fan devresindeki sirkülasyon suyu hacminin kontrollü yüksek verimli pompa yardımıyla sabit bir Delta-T'de kısılmasını sağlar.
Alt rCOL 3×8 - 2 temelde sadece bir dağıtıcıdır. Üzerine iki tip monte edilmiştir DN25 3×2 VL 5. Üç kere iki şu anlama gelir: üç gelen (2 - 7 - 1) ve iki giden (6 - 5) bağlantı. İlave 5 rakamı sadece doğrudan akışa (5) flanşlanabilen sirkülasyon pompasını gösterir.
Sağda, üçüncü gri dikdörtgen etiketli sBox DN25 2×2 VL 3kullanım sıcak suyu ısıtması (rezerv) için kontrolsüz ısıtma devresini gösterir. Gerekirse bu devre 700 kW boyler tarafından da sağlanabilir. Montaj, yerçekimi frenli sirkülasyon pompasını, termometreleri ve kapatma vanası işlevini içerir, ancak dönüş akışını manifoldun orta odasına besler, böylece 50 kW hava ısıtıcı dönüş akışıyla birleştirilir ve 30 kW radyatör dönüş akışından ayrı kalır.
1.000 litrelik sıcak su ısıtıcısı (Şekil 2) ya Vaillant'ın 19 kW gücündeki yağ yoğuşmalı kazanı (icoVIT) ya da alternatif olarak fan devresini de besleyen 700 kW gücündeki Viessmann kazanı tarafından ısıtılmaktadır. Bu bağlamda "alternatif" mevcut işletim durumuna dayanmaktadır. Ana kazan fan devresi için ısı üretirken aynı zamanda depolama tankını da yükleyebilir. Planlama ayrıca, hem Vaillant kazanında yoğuşma çalışmasını sağlamak hem de ana devredeki hidroliği - Viessmann ısı jeneratörü silindire hizmet veriyorsa - belirtilen 45 ila 50 °C'de stabilize etmek için bu şemaya bir dönüş sıcaklığı sınırlayıcısı entegre etti.
Yeni kalorifer yakıtlı buhar jeneratörünün artık ısıtma suyuyla hiçbir ilgisi yoktur. Sadece çalışma sırasında karıştırma tanklarını besler ve böylece çalışma saatlerini gerçek buhar ihtiyacına uyarlar, düşük su ve dolayısıyla enerji tasarrufu sağlayan ani su ısıtıcısı prensibini kullanır (tip Clayton EO-10, çıkış 100 kW, çalışma basıncı 7 bara kadar ayarlanabilir, 1 bar 157 kg / saat buhar üretimi), bu da bekleme kayıplarını en aza indirir.
Kısacası, üç devreli ısıtma, sıcak su ve buhar için hidrolik ve besleme teknolojisi veya patlamaya dayanıklı olmayan laboratuvardaki elektrikli ani su ısıtıcısı ile dört. Yeniden modellenen ana plan, tüketimde önemli bir azalma vaat ediyordu.
Karıştırma manifoldları ile optimizasyon

Şekil 7: Mevcut fanlar değiştirilmemiş, ancak dönüş sıcaklığı sınırlayıcıları olarak termostatik vanalarla yoğuşmaya uygun hale getirilmiştir
Buna ek olarak, ısıtma şemasının kontrol mühendisliği açısından iyileştirilmesi de tasarruf sağlayacaktır. Bu önlemin uzun başlığı şöyledir: "Chemoplast NV'deki ısıtma sisteminin optimizasyonu - 'rendeMIX' ile iki kontrollü radyatör devresi ve sıcak su tankını yüklemek için S-Box için geri dönüş kullanımı ile üç odacıklı bir manifolda dönüştürülerek küçültülmüş yoğuşmalı kazan sisteminin verimli çalışması". Bunun arkasında nihayetinde HG Baunach GmbH & Co. KG'nin "rendeMIX" çok portlu karıştırma manifolduna dayanan özel hidrolik şemasıdır. Bunlar, yüksek ve düşük sıcaklık devrelerinin seri olarak bağlanmasına izin vererek, yüksek sıcaklık devresinin dönüş akışını düşük sıcaklık devresinin akışına dönüştürür ve "rendeMIX" kurulumunun iç ve dış dengeleme bölümleri ayrı su hacimlerini doğru bir şekilde dengeler.

Şekil 8: ... ve fan hızı kontrolü için frekans konvertörleri ile
Bu süreç, radyatörlerin (yüksek sıcaklık) yerden ısıtma (düşük sıcaklık) ile birleştirilmesine olanak tanıyarak konut inşaatında kendini binlerce kez kanıtlamıştır. İlk olarak, bu geniş bir sıcaklık yayılımına fayda sağlar ve bu nedenle genellikle sirküle edilecek su hacmini en az yarıya indirir. İkinci olarak, artık soğuk olan dönüş suyu, genellikle 'un çok altındadır. oKazanın yoğuşmalı ısı eşanjöründe C, baca gazları çiğlenme noktasının çok altına kadar soğutulur, böylece gizli ısı kaybolmaz. Yoğuşmalı kazan, yoğuşma ısısını ısıtma amacıyla kullanılabilir hale getirme görevini ancak dönüş sıcaklığı buna uygun olarak düşükse yerine getirebilir.
İki dönüş bağlantısı
Flanders, Europark'taki Chemoplast NV'de hava kontrollü fan devresi yüksek sıcaklık devresidir. Açıkçası, buradaki yağ yoğuşmalı kazan iki bileşenden oluşmaktadır: bir kalorifik değer kazanı ve baca gazı kanalında ayrı bir gizli ısı eşanjörü. HG Baunach GmbH & Co. KG, biri kazanda diğeri kondenserde olmak üzere iki dönüş bağlantısıyla çalışabilmek için bu kombinasyonu seçmiştir. Bu iki dönüş bağlantısının avantajı şu şekilde açıklanabilir:
Her şeyden önce, fabrika salonlarındaki fanların - değiştirilmediler, ancak hızları sınırlandırıldı - NW 100'deki bir boru aracılığıyla 85 litreye kadar muazzam bir su hacmiyle beslendiğini belirtmek gerekir. oC akış sıcaklığı sirküle edilir. Hava kontrollü bu sıcaklığın yeterli sıcak hava üretebilmesi için bu seviyeye ulaşabilmesi gerekir. Buna ek olarak Karremans ısıtma şirketi, 30 kadar fanın her birinin hemen arkasına dönüş sıcaklığı sınırlayıcısı olarak bir termostatik vana monte etmiştir. Dönüş sıcaklığı yetersiz ısı çekimi nedeniyle 45 ila 50 °C'nin üzerine çıkarsa termokupl vanayı kapatır. oC tırmanır. İlgili kısma, diğer fanların etkilenmemesi için akış hızını buna göre ayarlamak üzere artan fark basıncı aracılığıyla kontrollü sirkülasyon pompasına bir sinyal gönderir.
Bu devre kalorifik değer kazanında başlar ve biter. Yukarıda bahsedilen ila 50'lik geri dönüş akışı oC yoğuşmalı kullanıma izin vermez, çünkü EL ısıtma yağının çiğlenme noktası 48 oC. Ayrıca, tasarımı nedeniyle kalorifik değer kazanında yoğuşma meydana gelmemelidir, çünkü kazanın bu kısmı bunun için tasarlanmamıştır ve bu nedenle güvenlik nedenleriyle öngörülen dönüş akışı takviyesine sahiptir.
Chemoplast NV
1970'lerde Belçika hükümeti Limburg'daki kömür madenlerini kapattı. Bunu telafi etmek için ülke bölgede sanayileşmeyi teşvik etti. Doğal olarak arz, iş talebini karşılayamadı. Buna karşılık, o dönemde Almanya'daki işgücü piyasası tam tersi bir durumla karakterize ediliyordu. Federal Cumhuriyet kuruluyor, ekonomik mucize gelişiyor ve her yerde işgücü sıkıntısı yaşanıyordu. 1936'dan beri araçların dış ve iç temizliği için araba cilaları ve diğer ürünler üreten Bergisch-Gladbachlı bir Alman girişimci, bu nedenle üretim tesisini Houthalen'e taşıdı. Yeterli işgücü vardı, ücret seviyesi uygundu ve Almanya ve Avrupa genelindeki teslimatlar için kamyonların Köln veya Bensberg'den Fransa veya Portekiz'e ya da Belçika'daki Limburg'a teslimat yapması fark etmiyordu. Yönetim ve operasyonlar Almanya'da kaldı.
Alman otomobil sürücüleri artık en sevdikleri çocukları olan otomobil gövdesini deri ve kuru bir bezle dikkatlice elde yıkamadıklarında ve el yıkama ürünlerinin yerini araba yıkama ürünleri aldığında, Chemoplast NV ürün yelpazesini endüstri, demiryolları ve nakliye şirketleri için temizlik ürünlerini içerecek şekilde genişletti. Hollanda'da banliyö trenleri de dahil olmak üzere neredeyse tüm trenlerde Houthalen ürünleri kullanılmaktadır. Viyana'nın banliyö ve yeraltı trenleri de Limburg'un "Starcare" ürünleriyle yeni bir parlaklık kazanırken, Trans-Sibirya Demiryolu'nun Siemens lokomotifleri ve St. Petersburg'dan Moskova'ya giden Rus yüksek hızlı demiryolu da bu ürünlerden faydalanıyor.
Chemoplast NV 2012 yılında, müşterileri otomobil üreticileri olan bir şirketin uzmanlığını, formüllerini ve lisanslarını satın aldı. Buradaki kalite yönetimi, her renk değişiminden sonra boyama robotlarının dikkatlice temizlenmesini içerir. Bu, çeşitli kombinasyonlardan oluşan özel bir solvent yardımıyla yapılıyor. Bu genişlemenin bir sonucu olarak, Alman-Belçikalı şirket önümüzdeki yıllarda cirosunda yüzde 30 ila 40 arasında bir artış bekliyor. Şirket ayrıca, kapasitelerini temel düzeyde tutmak isteyen temizlik maddesi üreticileri için giderek daha fazla OEM tedarikçisi olarak kendini kanıtlama sürecindedir.
Kalorifik değer garantili
Besleme ısısının yüzde 85 ila 90'ı fanlar tarafından, yüzde 10 ila 15'i ise ofis alanları ile sıhhi tesisler ve soyunma odalarındaki radyatörler tarafından sağlanmaktadır. Bu ısı jeneratörleri için 60/40'lık bir tasarım dağılımı yeterlidir oC. Bu eşleştirme, ısıtma süresinin çoğunda dönüş akışının 40°C sınırının birkaç veya birçok derece altında olmasından başka bir anlama gelmez. oC hareket ettirilir. Bu nedenle sadece radyatör dönüşü kondensere akar. Egzoz gazı sıcaklığını ortalama 33 ila 35 C'ye düşürür. oC. Bu nedenle gizli ısı eşanjörü, baca gazı olmadan bacadan kaçacak olan yaklaşık yüzde 10'luk artık enerjinin büyük bir kısmını çıkarabilir.
Bununla birlikte, kalorifik değer kullanımıyla açıklanan geri dönüş stratejisi, hem iki ısıtma devresi arasında bir bağlantı hem de bir akış bölücü olarak yalnızca "rendeMIX" karıştırıcılarla çalışır. Chemoplast NV'deki ısıtma sisteminin hidroliği, fan devresinin daha yüksek sıcaklıktaki dönüş akışının kısmi bir hacminin daha düşük sıcaklıktaki radyatör devresini besleyeceği şekildedir. Bu, kışın derinliklerinde 60 °C'lik bir akış sıcaklığı gerektiriyorsa, rendeMIX, fan devresinin akışından sıcak kazan suyunu karıştırarak 45 ila 50 °C'lik kaynak sıcaklığını yükseltir. Ancak ısıtma sezonunun büyük bir bölümünde radyatörle ısıtılan odalar 45 ila 50 °C fan suyu ile idare edebilir ve gerekirse kendi dönüş suyunuzu ekleyerek bu sıcaklığı düşürebilirsiniz.

Şekil 9: Yıl boyunca sıcak su ısıtması için 19 kW yağ yoğuşmalı kazan (Vaillant icoVIT)

Şekil 10: Yağ kazanının alt tarafındaki harici gizli ısı eşanjörü (en sağda, Viessmann Vitotrans) ayrı bir ısıtma dönüşünün bağlanmasına ve dolayısıyla yüksek akış sıcaklıklarında yoğuşmalı kullanıma olanak sağlar (açıklama için metne bakın). Eşanjör ve kazan arasındaki gümüş grisi baca gazı kutusu sadece kazan çıkışı ve eşanjör girişinin farklı yüksekliklerini telafi eder
Baca gazının tamamı flanşa monte edilmiş kondenser aracılığıyla yağ kazanı sistemini terk eder. Besleme teknolojisi açısından, bu radyatörler için bir ısı jeneratörü görevi görür - sonuç olarak kalorifik değer kazancı tek başına sosyal odaların ve ofislerin ısıtma gereksinimlerinin büyük bir bölümünü karşılamak için yeterlidir.
Yenileme 6 yıl önce başladı
2007 yılında Werner Sauer bir şeyler yapılması gerektiği sonucuna vardı. Kasım ayında her iki ısı jeneratörü ile ilgili verileri kaydetmeye başladı ve ardından 2008 yazında radyant tavan panellerinin montajı, dönüş sıcaklığı sınırlayıcılarının güçlendirilmesi ve kontrollü bir yüksek verimli pompanın kurulması gibi ilk hidrolik önlemleri aldı. 2009 yılında, ölçülen verilerin değerlendirilmesi, kazan ve buhar jeneratörünün çok büyük boyutlarda olduğunu ortaya çıkarmış ve takip eden 2010 yazında, hava ısıtıcıları için hız kontrol cihazlarının kurulmasıyla hidrolik ağdaki dönüşüm çalışmaları tamamlanmıştır. Sadece bu önlemler bile yıllık ısıtma yağı ihtiyacını ortalama 60.000 litreden 50.000 litreye, yani yaklaşık 15%'ye düşürmekle kalmamış, aynı zamanda fan devresinin delta T'sini de başlangıçtaki 2K'den hatırı sayılır bir 20K'ye yükseltmiştir. Hans-Georg Baunach'a göre, ancak şimdi talep bazlı yoğuşmalı kazana ve yoğuşmalı ısı dağıtım sistemine dönüşüm planlarının rafine edilmesi ve gerçekleştirilmesi için ön koşul oluşmuştu. Başlangıç sinyali 2011 ilkbaharında eski buhar jeneratörü sızıntı yaptığında verildi: ısı dağıtımı, sıcak su hazırlama ve buhar üretimi dahil olmak üzere kazanı değiştirmek için acil durum operasyonu ısıtma döneminde gerçekleştirildi, ancak tüm kontrol sistemi ancak 2012 yazının başlarında faaliyete geçti. Tank dolumları arasındaki zaman aralıklarına dayanarak, sadece birkaç ay sonra yüzde 20 ila 25'lik bir "verim" daha öngörülebilir, yani ısıtma yağı tüketiminde yılda ortalama 50.000 litreden 40.000 litreye daha fazla azalma sağlanabilir.
Bugün 60.000 litre yerine 40.000 litre kalorifer yakıtı
Özellikle kontrol sisteminin ayarlanmasında optimizasyon için hala potansiyel bulunduğundan, bu aralığın henüz maksimum olması olası değildir. Hans-Georg Baunach, "Nihayetinde sadece yağın üçte birinden fazlasını tasarruf etmekle kalmayacağımızı, aynı zamanda elektrik tüketiminin de önemli ölçüde azalacağını varsayıyorum, çünkü kontrollü yüksek verimli pompa etkisini ancak dönüş sıcaklığı sınırlayıcısının kurulumu ile tam olarak geliştirebilir" diyor.
Dönüş sıcaklığı sınırlayıcıları olarak termostatik vanalar, diferansiyel basınç kontrollü pompa ile birlikte termik-hidrolik dengelemeyi sağlar: Vana aşırı dönüş sıcaklıkları nedeniyle akışı kısarsa, hava ısıtıcılarının fanları elektrikli oda termostatları aracılığıyla kapatılsa bile dönüş sıcaklığı sabit kalır. Ancak bu, fan çalışması sırasında ısı çıkışını azaltır ve fan hızı yüksek kalırsa "soğuk hava akımlarına" neden olur. Bununla birlikte, gerekli ısı çıkışı hala sağlanabildiği sürece, fan hızının düşürülmesi aşağıdaki avantajlara sahiptir:
- Daha yüksek hava çıkış sıcaklığı
- Daha az hava hızı, dolayısıyla daha az toz kirliliği
- Daha az gürültü emisyonu
- Isıtma yüzeylerinin daha eşit kullanımı.
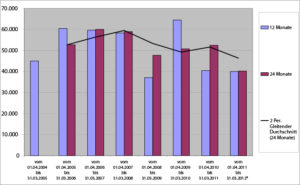
Şekil 11: Yenileme çalışmalarının başlamasından önceki yıl olan 2007 baz yılına göre (ilgili yılın 1 Nisan'ından bir sonraki yılın 31 Mart'ına kadar olan yıllar), 2008 ila 2010 yılları arasındaki hidrolik yenileme, ısıtma yağı tüketiminin 60.000 litreden 50.000 litreye düşmesine neden olmuştur. Daha sonra eski sistemin modern bir yağ yoğuşmalı kazanla değiştirilmesi (Aralık 2012'de devreye alındı) 10.000 litre daha ısıtma yağı tasarrufu sağladı. Danışman Hans-Georg Baunach ve sistem kurucusu Karremans "bunu hikayenin sonu olarak görmüyor" (Baunach). Isıtmanın kontrol dahil tamamen yeni sistemle sağlanacağı ilk dönem olan bu ısıtma döneminin sonunda verimlilikte daha da büyük bir artış bekliyorlar.
Dağınık hidroliklerin satrancı
Sistem verimliliği açısından özellikle son nokta göz ardı edilmemelidir: Tüm ısı, tüm ısıtma yüzeylerinin darboğazı boyunca ne kadar eşit bir şekilde akarsa, su ve hava arasındaki gerekli delta T o kadar düşük olur. Bunun özellikle dönüş sıcaklığı ve dolayısıyla yoğuşmalı kazan kullanımının verimliliği üzerinde güçlü bir etkisi vardır. Bu nedenle kazanın yoğuşma moduna girip girmeyeceğine genellikle sistem tarafında karar verilir.
Hans-Georg Baunach özetle şunları söylüyor: "Isıtma teknolojisi açısından birçok endüstriyel tesis muhtemelen çorak bir arazidir. Şöyle düşünün, tasarruf edilen her 100 litre kalorifer yakıtı, atmosfer üzerindeki yükü yaklaşık 250 kg karbondioksit azaltıyor. Bu rakamları gözünüzde canlandırmanız yeterli. Yasa koyucu bu alandaki eski stoku titizlikle düzenler ya da teşvik ederse, Almanya ve AB Kyoto hedeflerinin tamamına kolayca ulaşabilir. Isıtma endüstrisi olarak itibarımızla kumar oynamamamız gerektiğini söylemeye gerek yok. Yoğuşmalı kazanların ağırlıklı olarak kalorifik değer modunda çalışmasına izin vermemeliyiz. Biz üreticiler ve bileşen tedarikçileri, planlama ile birlikte hidroliği optimize etmek için tüm teknik olanakları sunuyoruz."
Binanın ölçülen enerji tüketimi
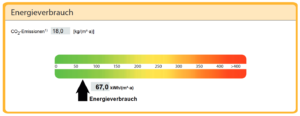
Şekil 12: Enerji geçişi şunu ortaya koymaktadır: 6.000 m² ısıtılan alan, 67 kWh/m²-a enerji tüketimi ile yıllık 40.000 litre kalorifer yakıtı tüketimi ve 18 kg/m²-a CO2 emisyonu ile pratikte düşük enerjili ev standardına karşılık gelmektedir - patlamaya karşı korumalı çalışma alanında cebri havalandırma bulunan 1960'lardan kalma bir bina için!
Chemoplast NV Houthalen (Belçika)
Yatırım hacmi: 240,000 €
Maliyet tasarrufu: 12.000 €
Nakit akışı: 5%
HG Baunach GmbH & Co. KG
E-posta: info@baunach.net
Ana sayfa: www.baunach.net
Teknik makaleyi PDF olarak indirin
